15515617869
15515617869

比亚特自动化设备有限公司
联系人:吴总
电话:18103828979
手机:15515617869
地址:郑州市荥阳市建设路与工业路交叉口中车高科园7-5-208号
网址 :www.bytjchj.com
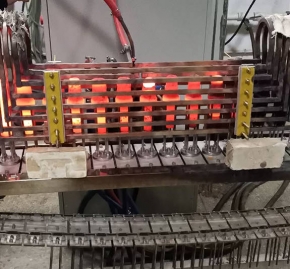
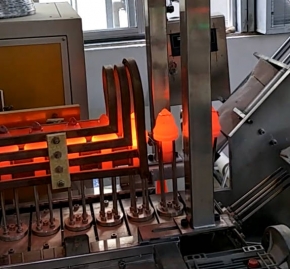
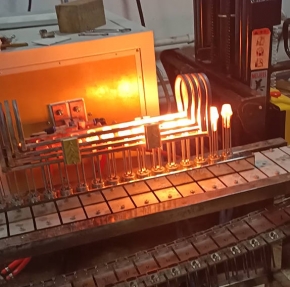
截齿焊接设备厂家的小编给大家介绍煤截齿的钎焊方法有哪些?虽说煤矿开采一直受大家关注,但是由于开采条件的限制就需要要求煤截齿有较高的应用能力,目前截齿在生产过程中大约会有10-20%硬质合金刀头先期脱落,引起煤截齿的失效一般是由于钎焊接头的焊接效果不好,抗剪强度不足。
我们国家生产的采煤机煤截齿形状多样,尺寸规格较多,因此焊接工艺会有一定的差别。截齿本身是由齿体和硬质合金刀头两部分组成,钎焊方法主要是用钎焊把他们连接在一起,钎焊时将圆柱状硬质合金刀头插入齿体端部加工的齿孔中,一般采用感应钎焊和电阻钎焊两种方式,高频钎焊时接头间隙0.08-0.16mm,钎焊规范:钎焊温度910-960℃,加入速度为24℃/s,加入时间40s左右,随着钎焊后回火,接头的抗剪强度为248-277MPa(仅供参考,不能照抄)。


地址:郑州市荥阳市中车高科园7-5-208号
手机:15515617869
电话:18103828979
QQ:825558936
微信:18103828979