15515617869
15515617869

比亚特自动化设备有限公司
联系人:吴总
电话:18103828979
手机:15515617869
地址:郑州市荥阳市建设路与工业路交叉口中车高科园7-5-208号
网址 :www.bytjchj.com
随着科技的进步,自动化水平逐步代替人工,我们所生产的感应加热设备就是符合市场发展脚步的。今天小编和大家就一起来学习下,感应加热设备的一些理论知识,具体实践都需要结合不同厂家的需求来确定。
一、感应加热设备的分类
根据交变电流的频率高低,可将感应加热热处理分为*高频、高频、超音频、中频、工频5类。
1.*高频感应加热热处理所用的电流频率高达27兆赫,加热层极薄,仅约0.15毫米,可用于圆盘锯等形状复杂工件的薄层表面淬火。
2.高频感应加热热处理(高频感应加热设备)所用的电流频率通常为200~300千赫,加热层深度为0.5~2毫米,可用于齿轮、汽缸套、凸轮、轴等零件的表面淬火。
3.超音频感应加热热处理所用的电流频率一般为20~30千赫,用超音频感应电流对小模数齿轮加热,加热层大致沿齿廓分布,粹火后使用性能较好。
4.中频感应加热热处理(中频感应加热设备)所用的电流频率一般为2.5~10千赫,加热层深度为2~8毫米,多用于大模数齿轮、直径较大的轴类和冷轧辊等工件的表面淬火。
5.工频感应加热热处理所用的电流频率为50~60赫,加热层深度为10~15毫米,可用于大型工件的表面淬火。

二、感应加热设备的特点和应用-感应加热的主要优点是:
1.不必整体加热,工件变形小,电能消耗小。
2.无公害。
3.加热速度快,工件表面氧化脱碳较轻。
4.表面淬硬层可根据需要进行调整,易于控制。
5.加热设备可以安装在机械加工生产线上,易于实现机械化和自动化,便于管理,且可减少运输,节约人力,提高生产效率。
6.淬硬层马氏体组织较细,硬度、强度、韧性都较高。
7.表面淬火后工件表层有较大压缩内应力,工件抗疲劳破断能力较高。
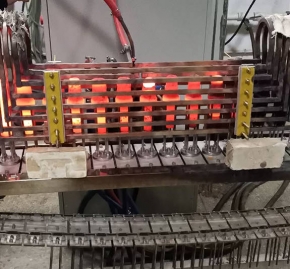
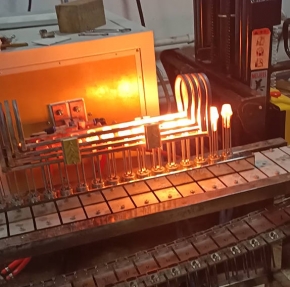
感应加热设备
感应加热广泛用于齿轮、轴、曲轴、凸轮、轧辊等工件的表面淬火,目的是提高这些工件的耐磨性和抗疲劳破断的能力。汽车后半轴采用感应加热表面淬火,设计载荷下的疲劳循环次数比用调质处理约提高10倍。感应加热表面淬火的工件材料一般为中碳钢。为适应某些工件的特殊需要,已研制出供感应加热表面淬火专用的低淬透性钢。高碳钢和铸铁制造的工件也可采用感应加热表面淬火。
本文只是对感应加热设备讲解下,具体实质性操作都可以与我们电话联系沟通-郑州比亚特自动化设备有限公司欢迎您和我们交流!

地址:郑州市荥阳市中车高科园7-5-208号
手机:15515617869
电话:18103828979
QQ:825558936
微信:18103828979