15515617869
15515617869

比亚特自动化设备有限公司
联系人:吴总
电话:18103828979
手机:15515617869
地址:郑州市荥阳市建设路与工业路交叉口中车高科园7-5-208号
网址 :www.bytjchj.com
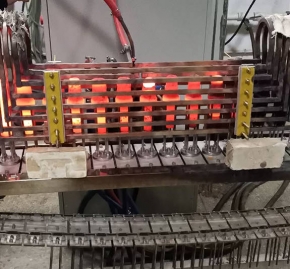
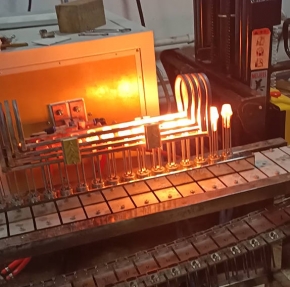
比亚特自动化为大家提供的截齿焊接生产线可以改善截齿等工件的使用寿命,改善其强度和硬度,使之使用时间更久。那么其使用该流水线设备的使用流程是什么呢?大家都可以了解下(下面说明仅供参考,设备不断更新,焊接工件种类的不同也会造成使用方法的改变,具体要结合实际工件的加工情况来进行生产)!
1.前期需要准备的事项:根据实际的焊接情况,准备足量的锻件,铜焊片,合金头,枪管和卡簧。开机时检查冷却塔,水泵,输送带等设备是否可以正常的运行,检查淬火液(251C淬火液)浓度是否适中,还有就是检查水箱冷却水是否充足,需要提前对回火炉执行升温,根据温度的设定从而达到硬度要求,从而做好生产的准备。

2.进行打印标签:在工件的底部打印生产日期并进行生产记录,打印前,需要调整计算机和标记笔的气压值。
3.进行工件的清洗:检查工件是否存有灰尘,油渍或者其他污染物,孔中是否有碰伤。如果有任何的问题,请做好及时的清洁。
4.进行填充焊料:焊片以给定数量的标签放置在工件中,并且焊片的数量根据实际的锻造规范进行存储。
5.使用助焊剂:准备合适的助焊剂(例如:609LB助焊剂),并将助焊剂均匀地涂在工件的顶部和合金头上边。

6.进行锻件的加热:按下IGBT的“主电源打开”按钮启动主电源,将控制开关转到“远程”位置,打开远程操作箱中的“逆变器”开关,然后再慢慢调整“电源调整”切换到规定电源开始产生。当拾取器拾取到感应线圈的出口时,将检测温度是否在920-950℃之间,如果有错误,则会及时调整功率。
7.进行挤压焊头:钎焊片熔化后,煤去掉齿并挤压合金头,使熔化的焊接液均匀地包围合金头,从而使产品满足其适当的技术要求。
8.选料的淬火:把焊接好的锻件进入到适当浓度的淬火池中,需要严格把握淬火液的温度(需要低于45℃)。
9.工件进行回火:根据设定的温度对截齿进行回火,从而及时更换固定工件的机架,再将回火的截齿冷却至室温。
10.进行工件抛丸:对已经回火的工件进行抛丸清理,及时检查产品是否合格,尽快挑选出不合格的产品,并在下一个生产过程中进行维修处理。
11.安装卡簧:合格的截齿需要按要求配备弹性挡圈,在此期间给加油器加热并检查防锈油是否足够充足。
12.工件上油:当注油机温度升至适当的温度时,将截齿均匀地放在履带上从而涂抹机油,以便将防锈油均匀地涂抹在截齿上边。
13.截齿的包装:对于检查合格的截齿要按一定的数量进行装桶,封盖,再粘贴上证书和商标,并在进入仓库后进行生产记录。一定要认真执行以上操作,严格按照工艺标准生产,做好工艺质量控制,检查自检,及时保存质量记录,准确,完整,从而确保产品质量。
本公司也可以为大家代为加工焊接截齿,也可以购买本公司的设备自行生产。如有需要的朋友都可以来比亚特自动化看看了解更多关于截齿的生产情况。

地址:郑州市荥阳市中车高科园7-5-208号
手机:15515617869
电话:18103828979
QQ:825558936
微信:18103828979